
________________________________________________________________
Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт.
________________________________________________________________
Распредвал и головка блока цилиндров ЯМЗ-240
Газораспределительный механизм (ГРМ) двигателя ЯМЗ-240 предназначен
для наполнения камеры сгорания дизеля в установленные моменты
времени воздухом и своевременного выпуска отработавших газов в
окружающую среду.
Механизм газораспределения дизелей ЯМЗ-240М2 с верхним расположением
клапанов и с нижним расположением распределительного вала состоит из
распредвала, роликовых толкателей качающегося типа, трубчатых штанг,
коромысел с регулировочными винтами, впускных и выпускных клапанов с
пружинами, тарелками и сухарями.
Распределительный вал с закаленными шейками и кулачками — общий для
цилиндров обоих рядов. Его изготовляют из стали. Все кулачки (24
штуки)
одинакового профиля.
Продольное смещение вала ограничено упорным фланцем. К переднему
торцу вала дизеля ЯМЗ-240 прикреплен эксцентрик для привода
топливоподкачивающих насосов.
В стальные толкатели запрессованы каленые пяты для повышения
работоспособности пар толкатель — штанга и установлены на игольчатых
подшипниках
ролики, постоянно прижимаемые к кулачкам распредвала.
Толкатели размещены на обшей полой оси, расположенной вдоль дизеля
над распределительным валом и состоящей из трех отдельных частей.
Коромысла клапанов ЯМЗ-240 с бронзовыми втулками установлены на
осях, запрессованных в стойки. Последние прикреплены к головке
цилиндров
шпильками с
контролируемой затяжкой.
К бронзовым втулкам коромысел масло поступает через полые штанги,
кольцевые канавки в ступицах толкателей, полую ось толкателей и
канал в блок-картере.
Клапаны изготовляют из жаропрочной стали и подвергают
термообработке. Диаметр тарелки впускного клапана 61 мм, выпускного
— 48 мм.
Клапаны установлены в направляющих втулках и прижаты к седлам
головок цилиндров каждый двумя цилиндрическими пружинами с разным
направлением
навивки.
Пружины крепят специальным замком, обеспечивающим проворачивание
клапана при работе дизеля. Каждый цилиндр оснащен одним впускным и
одним
выпускным клапанами.
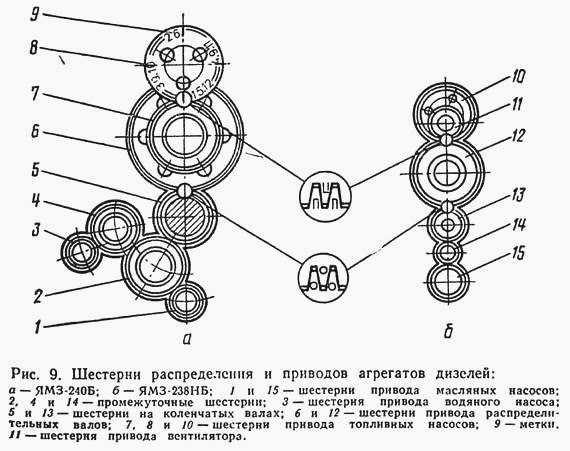
В процессе работы двигателя ЯМЗ-240М2 распредвал приводится во
вращение через пару косозубых шестерен 5 и 6 (рис. 9, а) от
хвостовика коленчатого
вала.
Далее с помощью кулачков, толкателей и коромысел вращение
преобразуется в возвратно-поступательное движение штанг и клапанов.
Привод распредвала является частью механизма, передающего также
вращение от коленвала на дизеле ЯМЗ-240 масляному (через шестерни 2
и 1),
водяному (через шестерни 2, 4 и 3) и топливному высокого давления
(через шестерни 6, 7 и 5) насосам.
При сборке дизеля шестерни
устанавливают по
меткам.
В процессе работы детали газораспределительного механизма
нагреваются и удлиняются. Поэтому для обеспечения плотной посадки
клапанов в седлах
между клапаном и коромыслом устанавливают зазор (тепловой) 0,25-0,3
мм.
Вследствие возможного биения сопрягаемых деталей механизма в
процессе эксплуатации допускается увеличение зазора до 0,4 мм.
Из диаграммы фаз газораспределения видно, что впускные клапаны
открываются за 20° до прихода поршня в в.м.т., когда выпускные
клапаны еще открыты.
Перекрытие клапанов для обоих дизелей равно 40° по углу поворота
коленчатого вала и введено для улучшения очистки цилиндров от
отработавших газов
и наполнения его воздухом.
Продолжительность открытия впускных и выпускных клапанов дизеля
ЯМЗ-240М2 одинакова и равна 256 градусов по углу поворота
коленчатого вала.
Ремонт головки блока цилиндров ЯМЗ-240
При эксплуатации возможно возникновение неисправностей ГРМ, для
устранения которых необходима его разборка.
Головку блока цилиндров ЯМЗ-240 заменяют при обнаружении одного из
следующих дефектов: трещины в стенках охлаждающей рубашки,
нарушающие ее
герметичность: утопание тарелки нового впускного клапана
относительно плоскости разъема более чем на 2,7 мм и выпускного
более чем на 3,2 мм;
неплоскостность поверхности разъема головки с блоком цилиндров более
0,1 мм по всей длине.
Установку головки блока цилиндра производят в последовательности,
обратной ее снятию. Перед установкой прокладки и крышки головки
цилиндров
смазывают графитовой смазкой УСА (ГОСТ 3333—80) с двух сторон.
При сборке затягивают гайки крепления форсунок, болты крепления осей
коромысел и гайки шпилек крепления на головках цилиндров.
При наличии раковин, рисок и задиров фаски гнезд или седла клапанов
обрабатывают шлифовальными кругами с направляющими хвостовиками.
Угол конуса шлифовальных кругов для обработки рабочих поверхностей
седел впускных клапанов 121°-121°30, а седел выпускных 91°-91°30.
Для обработки нижней кромки рабочей поверхности седел впускных
клапанов применяют шлифовальный круг с углом конуса 150, а для
обработки верхней
кромки — шлифовальный круг с углом конуса 60. После обработки ширина
рабочей поверхности седла должна быть 2-2,5 мм.
У выпускного клапана двигателя ЯМЗ-240М2 дополнительно обрабатывают
только нижнюю кромку шлифовальным кругом с углом конуса 150°. После
обработки ширина рабочей
поверхности седла 1,5-2 мм.
При дефектации клапанов к дальнейшей эксплуатации допускают клапаны
с изгибом стержня (с биением рабочей поверхности тарелки
относительно
поверхности стержня) не более 0,03 мм и высотой цилиндрического
пояска тарелки клапана не менее 0,5 мм.
Клапаны с рисками и раковинами на рабочих фасках шлифуют под углом
60°30-60°45 к вертикальной оси для впускного клапана и под углом
45°30-45°45 —
для выпускного.
Втулки клапанов с трещинами, обломами и неплотной посадкой заменяют.
При замене втулок головку цилиндров нагревают в кипящем содовом
растворе, а
втулки выдерживают в течение 24 ч в чистом моторном масле при
комнатной температуре.
После запрессовки втулок обрабатывают их внутреннюю поверхность до
размера 12-12,019 мм.
При износе отверстия в головке цилиндров под втулку (более 19,03 мм)
развертывают отверстие до диаметра 19,2-19,22 мм, чтобы при
запрессовке
сохранить натяг 0,02-0,05 мм.
Прокладки головок цилиндров с
трещинами, вмятинами и разрывами выбраковывают.
___________________________________________________________________
___________________________________________________________________
- ТНВД Д-245 - устройство и регулировки
- ГРМ и клапаны Д-245
- Система смазки двигателя Д-245
- Детали топливной системы Д-245
- Операции по регулировке ЯМЗ-236
- Операции по разборке и установке ТНВД ЯМЗ-236
- Система охлаждения и система смазки ЯМЗ-238
- ТНВД ЯМЗ-238
- Характеристики Cummins ISBe, ISLe, ISB, QSB
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
- Ремонт и замена коленвала Cummins ISBe, ISLe, ISB
- Ремонт блока цилиндров Камминз ISBe, ISLe, QSB
- Шатунно-поршневая группа Cummins ISBe, ISLe, ISB
- Система охлаждения дизеля ISF 2.8
- Блок цилиндров и поршни дизеля ISF 2.8
- Компоненты топливной системы Cummins ISF 3.8
- Система смазки двигателя Камминз 3.8
- Система охлаждения Cummins ISF 3.8