
________________________________________________________________
Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт.
_______________________________________________________________
Регулировка клапанов ЯМЗ-240
В процессе
эксплуатации изменяются тепловые зазоры между коромыслами и
наконечниками стержней клапанов вследствие износа деталей
газораспределительного механизма.
При очень малых зазорах нарушается герметичность камеры сгорания,
уменьшаются компрессия и мощность дизеля. Клапаны перегреваются, и
фаски их могут прогореть.
При значительных зазорах уменьшается высота подъема клапанов (менее
13,5 мм), вследствие чего ухудшаются наполнение и очистка цилиндров.
Для восстановления плотности посадки клапанов на седла следует
периодически проверять и при необходимости притирать клапаны,
регулировать тепловые зазоры.
Тепловые зазоры в газораспределительном механизме проверяют и
регулируют через одно ТО-2 (через 480 м/ч). При необходимости, но не
реже чем через 2000 м/ч выполняют притирку клапанов.
Зазоры клапанов регулируют на холодном дизеле ЯМЗ-240 или по
истечении 15 мин после его остановки.
Это выполняют в такой последовательности:
- Выключают подачу топлива скобой регулятора частоты вращения.
- Отворачивают барашковые гайки и снимают крышки головок цилиндров.
- Тарированным ключом подтягивают гайки крепления головок цилиндров
и проверяют момент затяжки болтов крепления осей коромысел.
- Снимают крышку лючка с передней крышки корпуса.
- Цифры, нанесенные на корпусе гасителя крутильных колебаний около
рисок, указывают номера цилиндров, на которых можно регулировать
зазоры в клапанном механизме при данном положении коленчатого вала.
- В этом случае оба клапана цилиндра ЯМЗ-240 должны быть закрыты.
- Зазор рекомендуется регулировать одновременно (при одном положении
коленчатого вала) в трех цилиндрах в последовательности: 1—5—12;
3—8—10; 2—6—7 и 4—9—11.
- Ослабляют контргайку регулировочного винта, вставляют в зазор
между торцом клапана и бойком коромысла щуп и, вращая винт
отверткой,
устанавливают зазор 0,25-0,3 мм.
- Придерживая винт отверткой, затягивают контргайку и еще раз
проверяют щупом зазор. Щуп толщиной 0,25 мм должен входить в зазор
при легком нажиме,
а щуп толщиной 0,3 мм с усилием.
Чтобы отрегулировать зазоры в следующих трех цилиндрах,
проворачивают коленчатый вал в направлении рабочего движения до
совмещения меток
следующих цилиндров с указателем.
При этом используют механизм проворота, установленный на картере
маховика с правой стороны, или ломик,
вставленный в одно из радиальных отверстий маховика через нижний люк
его картера.
После регулирования пускают дизель и прослушивают его работу. При
появлении стука клапанов вновь проверяют и регулируют зазоры.
Устанавливают крышки люка и головок цилиндров, пускают дизель и
проверяют, есть ли подтекание масла из-под прокладок.
Ниже приведены различия приспособлений для демонтажа клапанов
дизелей типа ЯМЗ.
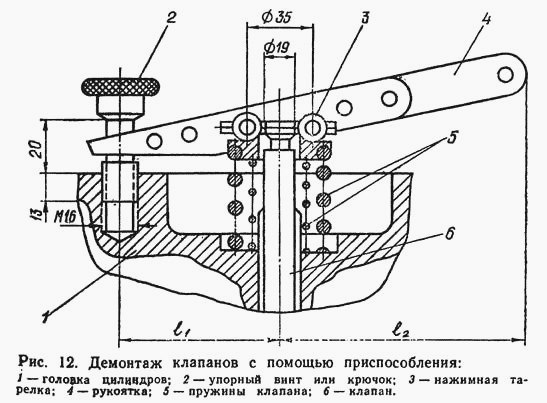
Для снятия клапана ЯМЗ-240 крючок приспособления вводят в отверстие
переходника или упорный винт ввинчивают в отверстие головки
цилиндров.
Нажимную тарелку 3 устанавливают на тарелку пружины клапана, с
помощью рукоятки 4 рычага приспособления отжимают пружины клапана,
вынимают
сухари и снимают приспособление.
На седла и тарелки клапанов наносят метки, чтобы при сборке
установить их на свои места. Снимают пружины, поднимают головку
цилиндров и вынимают
клапаны.
Клапаны и седла очищают от нагара, промывают в керосине и дефектуют.
Клапаны с покоробленными тарелками (или стержнями) и нагарами на
фасках, а
также седла с нагарами восстанавливают шлифовкой или заменяют
новыми.
Не рекомендуется устанавливать на дизель выпускные клапаны с
индексом КБ, имеющие недостаточную прочность наплавки рабочей фаски.
Герметичность пар клапан - седло восстанавливают притиркой при
незначительных износах их и мелких раковинах на фасках.
Приготавливают притирочную пасту, тщательно перемешивая до
сметанообразного состояния микропорошок зеленого карбида кремния
63С-М28, моторное
масло и дизельное топливо в соотношении 1,5:1:0,5 (по объему).
Перед применением смесь следует тщательно перемешать, так как
микропорошок осаждается.
Для притирки на фаску клапана наносят тонкий равномерный слой
указанной выше пасты, стержень клапана смазывают моторным маслом и
клапан
устанавливают на место.
Притирочную пасту можно наносить в выточки на головке цилиндров (в
них запрессованы седла) не менее чем на 90 градусов по их
окружности. Наличие
пасты на торцах тарелок клапанов не допускается.
Устанавливают на клапан дрель с присосом или специальное
приспособление и производят притирку пары клапан — седло следующим
образом: нажимая
на клапан с усилием 20-30 Н, поворачивают его на 1/3 оборота, а
затем в обратном направлении на 1/4 оборота.
После пяти двойных ходов клапан ЯМЗ-240 приподнимают для лучшего
доступа притирочной пасты.
Притирку продолжают до тех пор, пока на фасках клапана и седла не
появится непрерывный матовый поясок шириной не менее 1,5 мм. При
правильной
притирке матовый поясок на седле должен начинаться у основания
большого конуса седла.
Не допускаются разрывы матового пояска и наличие на нем рисок. Во
избежание получения кольцевых рисок нельзя производить притирку
круговыми
движениями.
После окончания притирки клапаны и седла промывают керосином и
вытирают насухо. Устанавливают клапаны и пружины.
Проверяют герметичность пар седло — клапан, заливая керосин или
дизельное топливо поочередно во впускные и выпускные окна.
Качество притирки считается хорошим, если залитая жидкость не
просочится в течение одной минуты через клапан при его повороте на
любой угол.
Качество притирки можно проверить с помощью мягкого графитового
карандаша.
Для этого наносят через равные промежутки 10-15 черточек поперек
фаски клапана, осторожно вставляют клапан в седло и, сильно нажимая,
поворачивают
его на 1/4 оборота. Все черточки на хорошо притертом клапане будут
стерты.
___________________________________________________________________
___________________________________________________________________
- ТНВД Д-245 - устройство и регулировки
- ГРМ и клапаны Д-245
- Система смазки двигателя Д-245
- Детали топливной системы Д-245
- Операции по регулировке ЯМЗ-236
- Операции по разборке и установке ТНВД ЯМЗ-236
- Система охлаждения и система смазки ЯМЗ-238
- ТНВД ЯМЗ-238
- Характеристики Cummins ISBe, ISLe, ISB, QSB
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
- Ремонт и замена коленвала Cummins ISBe, ISLe, ISB
- Ремонт блока цилиндров Камминз ISBe, ISLe, QSB
- Шатунно-поршневая группа Cummins ISBe, ISLe, ISB
- Система охлаждения дизеля ISF 2.8
- Блок цилиндров и поршни дизеля ISF 2.8
- Компоненты топливной системы Cummins ISF 3.8
- Система смазки двигателя Камминз 3.8
- Система охлаждения Cummins ISF 3.8