
________________________________________________________________
Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт.
_________________________________________________________________
Блок цилиндров и головка блока дизеля ЯМЗ-236
Блок
цилиндров двигателя ЯМЗ-236
Блок цилиндров двигателя ЯМЗ-236 автомобилей Урал, Маз, трактора
Т-150 отлит из серого чугуна.
Служит основанием для монтажа всех деталей и узлов двигателя. Блок V
- образный с углом развала 90º.
Правый ряд цилиндров смещен относительно левого вперед на 35 мм, что
обусловлено установкой на каждую шатунную шейку коленчатого вала
двух шатунов.
Каждое цилиндровое гнездо имеет два соосных цилиндрических
отверстия, выполненных в верхней и нижней плитах блока, по которым
центрируется гильза цилиндра ЯМЗ-236НЕ2, в верхней плите имеется
кольцевая проточка под бурт гильзы.
В развале блока цилиндров ЯМЗ-236 имеется четыре опорные площадки с
крепежными отверстиями для установки топливного насоса высокого
давления. На переднем торце блока находится гнездо для подшипников
привода топливного насоса.
В приливах (бобышках) на стенках блока цилиндров ЯМЗ-236 автомобилей
Урал, Маз, трактора Т-150 имеется
сложная система масляных каналов, для подвода смазки к подшипникам
распределительного и коленчатого валов, а так же к масляному фильтру
и жидкостно-масляному теплообменнику.
Стенки водяной рубашки образуют замкнутый силовой пояс вокруг
каждого цилиндрового гнезда и вместе с дополнительными ребрами
связывают верхнюю и нижнюю плиты цилиндровой части блока,
обеспечивая конструкции необходимую жесткость.
В картерных поперечных стенках блока двс ЯМЗ-236 НЕ2 расположено четыре
гнезда с вкладышами под коренные шейки коленчатого вала и четыре
расточки с бронзовыми втулками, в которых вращается
распределительный вал.
Крышки коренных опор крепятся к блоку ЯМЗ-236 двумя вертикальными и
двумя горизонтальными болтами. Благодаря чему достигается высокая
жесткость блока в зоне коленчатого вала.
Обработка гнезд под коленчатый вал производится в сборе с крышками,
поэтому крышки коренных опор не взаимозаменяемы.
Гильзы блока цилиндров двигателя ЯМЗ-236
Гильзы блока цилиндров двигателя ЯМЗ-236 автомобилей Урал, Маз,
трактора Т-150 – «мокрого» типа,
изготавливаются из специального чугуна.
Гильзы устанавливаются своими посадочными поясами в расточки блока
цилиндров и сверху прижимаются через бурт и прокладку головками
цилиндров.
Выступание бурта гильзы над поверхностью блока цилиндров:
ЯМЗ-236НЕ2, ЯМЗ-236БЕ2 — 1,6−0.065 мм.
ЯМЗ-236 НЕ2, ЯМЗ-236 БЕ — 0,1−0.035 мм.
На двигатели ЯМЗ-236 могут устанавливаться гильзы со следующими
конструктивными особенностями:
Гильза 236-1002021-А5
Поверхности гильзы фосфатированные. Фосфатированный слой улучшает
притирочные характеристики, увеличивает износостойкость поверхности,
снижает вероятность образования натира.
Внешнее отличие фосфатированной гильзы от нефосфатированной ―
значительно более темный (от темно серого до черного) цвет наружной
поверхности.
Верхний торец бурта гильзы выполнен с выступающей частью к
внутренней поверхности гильзы (под асбостальную прокладку газового
стыка). В
нижней части гильзы выполнены три канавки под антикавитационное и
уплотнительные резиновые кольца.
Гильза 236-1002021-А
Конструктивные особенности аналогичны предыдущей, только отсутствует
фосфатированное покрытие.
Гильза 7511.1002021-01
Фосфатированная гильза. Высота бурта по сравнению с предыдущими
уменьшена до 9,6 мм. Верхний торец бурта выполнен выступающей частью
к
наружной поверхности (под металлическую прокладку газового стыка).
На верхней посадочной поверхности
Выполнена канавка для установки резинового уплотнительного кольца.
Канавки под уплотнительные кольца в нижней части гильзы блока
двс ЯМЗ-236
выполнены аналогично предыдущим.
По величине внутреннего диаметра
гильзы разделены на размерные группы:
Маркировка Наименьший внутренний диаметр, мм
А 130,00-130,02
Б 130,02-130,04
Ж 130,04-130,06
Размерная группа маркируется на нерабочей поверхности бурта гильзы.
Головка блока цилиндра дизельного
двигателя ЯМЗ-236
Головка блока цилиндров двигателя ЯМЗ-236 автомобилей Урал, Маз,
трактора Т-150 представляет собой
цельную отливку из серого чугуна и крепится к блоку шпильками,
ввернутыми в блок. Шпильки изготовлены из хромоникелевой стали и
термически
обработаны.
Для обеспечения отвода тепла головка цилиндров имеет водяную
рубашку, сообщающуюся с рубашкой блока. Для обеспечения подвода
топлива к
форсунке в боковой поверхности имеются отверстия под штуцера.
В головке цилиндров двс ЯМЗ-236 размещены клапаны с пружинами и деталями
их крепления, коромысла, оси коромысел и форсунки. Седла клапанов
вставные.
Седла впускных клапанов изготовлены из специального чугуна, а седла
выпускных – из специального жаропрочного сплава. Седла запрессованы
в
гнезда с натягом. Седла и металлокерамические направляющие втулки
клапанов окончательно обрабатываются после их запрессовки в головку.
На двигатели ЯМЗ-236 устанавливаются блочные головки цилиндров.
Головки блока цилиндров на двигателях ЯМЗ-236НЕ2, ЯМЗ-236БЕ2 блочные
на три цилиндра каждая. Привалочная поверхность шлифована и в зоне
уплотнения гильз цилиндров выполнены кольцевые проточки.
Стык головки цилиндров, блока и гильзы уплотняется прокладкой
состоящей из металлической единой на три цилиндра прокладки,
уплотняющей
газовый стык, и резиновых уплотнительных элементов, уплотняющих
масляные, водяные и штанговые полости. Уплотнительные элементы пяти
видов
в количестве 14 шт. на прокладку (рис. 1).
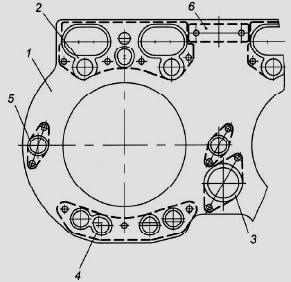
Рис.1. Схема установки уплотнителей в металлическую прокладку
1 – металлическая прокладка; 2 – уплотнитель штанговой полости; 3 –
уплотнитель слива масла; 4 – уплотнитель подвода воды; 5 –
уплотнитель
шпильки; 6 – уплотнитель
Головки цилиндров на двигателях ЯМЗ-236Н,Б,НЕ,БЕ блочные на три
цилиндра каждая. Конструктивно выполнена в основном аналогично
предыдущей
блочной головке, но в зоне уплотнения гильз цилиндров нет кольцевых
проточек.
Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется
прокладкой из материала типа «сэндвич» с окантовками цилиндровых
отверстий и
отверстий для прохода охлаждающей жидкости.
В окантовки цилиндровых отверстий вставлены разрезные уплотнительные
фторопластовые кольца. Крепление к блоку осуществляется 16-ю
шпильками с шайбами и гайками.
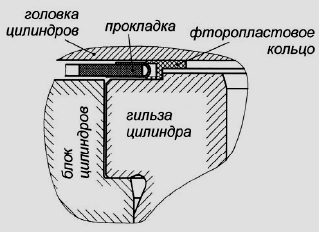
Рис.2. Схема расположения деталей двигателя ЯМЗ-236 БЕ в месте
уплотнения газового стыка
Снятие и установка головки блока цилиндра
двигателей ЯМЗ-236
Головку цилиндров ЯМЗ-236 автомобилей Урал, Маз, трактора Т-150 снимать только для устранения
неисправностей деталей цилиндропоршневой группы, прокладки головки
цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров ЯМЗ-236 в следующем порядке:
Слить охлаждающую жидкость из системы охлаждения двигателя.
Отсоединить от головки все трубопроводы, защитить их внутренние
полости от попадания пыли и грязи.
Снять крышку головки цилиндров.
Отвернуть гайки скоб крепления форсунок, снять форсунки, предохраняя
распылитель от ударов и засорения отверстий.
Отвернуть гайки крепления осей коромысел, снять оси коромысел в
сборе с коромыслами и извлечь штанги.
Отвернуть гайки крепления головки цилиндров мотора ЯМЗ-236 БЕ, соблюдая
последовательность, обратную затяжке.
Отворачивать гайки крепления индивидуальных головок цилиндров не
менее чем за три приема:
I - до 147…118 Нм (15…12 кг/см)
II - до 49…39 Нм (5…4 кг/см)
III - вывернуть гайки.
Снять головку цилиндров с двигателя ЯМЗ-236 БЕ и осмотреть ее
состояние. Если необходимо, осторожно снять прокладку головки
цилиндров.
Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия,
чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров ЯМЗ-236 на двигатель автомобилей
Урал, Маз, трактора Т-150
производить в
обратном порядке. Перед установкой протереть чистой ветошью
привалочные плоскости блока цилиндров, бурта гильзы цилиндров и
головку
цилиндров.
Повторное использование прокладки головки цилиндров допускается с
той же головкой двс ЯМЗ-236 только при неизменном положении гильз в
блоке
цилиндров и при отсутствии следов прорыва газов и разрушения
окантовок газового стыка.
Обратить внимание на правильность установки прокладки головки
цилиндров на штифты и окантовок прокладок – на бурты гильз
цилиндров.
Гайки крепления головок цилиндров ЯМЗ-236НЕ2 затягивать в порядке
возрастания номеров, как показано на рис. 60, моментом 240 – 260 Нм
(24 – 26
кг/см).
После первой затяжки повторной операцией проверить требуемый
крутящий момент на каждой гайке, соблюдая указанную
последовательность. Нельзя
затягивать гайки моментом большим, чем указано, так как это
неизбежно приведет к разрушению деталей газового стыка.
Притирка клапанов дизельного
двигателя ЯМЗ-236
Перед разборкой головок блока цилиндров мотора ЯМЗ-236 очистить их от масла
и нагара и пометить порядковые номера клапанов на их тарелках для
того,
чтобы при сборке установить их на свои места.
Для рассухаривания клапанов ЯМЗ-236 необходимо головку цилиндров без
форсунок, коромысел, осей коромысел и шпилек крепления осей
коромысел установить привалочной поверхностью на плиту так, чтобы
обеспечить упор для клапанов.
Рассухаривание клапанов двигателя ЯМЗ-236 автомобилей Урал, Маз,
трактора Т-150 выполнять с
помощью
приспособления, изображенного на рисунке.
Для этой цели ввернуть упорный болт 1 приспособления в отверстие под
шпильку крепления оси коромысла, нажимную тарелку 2 приспособления
установить на тарелку пружин соответствующего клапана и, нажимая на
рукоятку 3 рычага приспособления, отжать пружины клапана, вынуть
сухари и
снять все детали клапанного узла.
Таким же путем последовательно рассухарить все остальные клапаны и
снять пружины клапанов и сопряженные с ними детали.
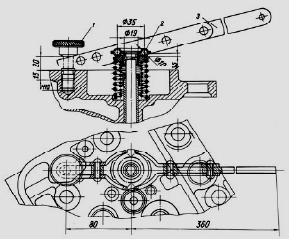
Рис.3. Приспособление для снятия и установки клапанов газораспределения
двигателя ЯМЗ-236
1 – упорный болт; 2 – нажимная тарелка; 3 – рукоятка
Повернуть головку цилиндров и вынуть клапаны из направляющих втулок.
Клапаны и седла двс ЯМЗ-236 тщательно очистить от грязи, нагара и
масляных
отложений, промыть в керосине или специальном моющем растворе,
высушить и осмотреть для определения степени ремонта.
Восстановить герметичность клапана притиркой возможно только при
наличии незначительных износов и мелких раковин на рабочей фаске и
лишь в
том случае; если тарелка и стержень не покороблены и нет местных
прогаров на фасках клапана и седла.
При наличии таких дефектов притирке должны предшествовать шлифовка
седел и клапанов или замена неисправных деталей новыми. Для притирки
клапанов мотора ЯМЗ-236 использовать специальную притирочную пасту,
приготовленную путем тщательного перемешивания трех частей (по
объему)
микропорошка зеленого карбида кремния с двумя частями моторного
масла и одной частью дизельного топлива.
Перед использованием притирочную смесь тщательно перемешать, так как
при отсутствии механического перемешивания микропорошок способен
осаждаться.
Установить головку блока цилиндров ЯМЗ-236 автомобилей Урал, Маз,
трактора Т-150 на плиту или
специальное
приспособление привалочной поверхностью кверху.
Нанести на фаску клапана тонкий равномерный слой притирочной пасты,
смазать стержень клапана чистым моторным маслом и установить его в
головку цилиндров.
Допускается наносить пасту на фаску седла. Притирку выполнять
возвратно-вращательными движениями клапанов при помощи специального
приспособления или дрели с присосом.
Нажимая на клапан с усилием 20…30 Н (2…3 кгс), повернуть его на 1/3
оборота в одном направлении, затем, ослабив усилие, на 1/4 оборота в
обратном
направлении. Нельзя выполнять притирку круговыми движениями.
Периодически поднимая клапан двигателя ЯМЗ-236 и добавляя на фаску
пасту, продолжать притирку, как указано выше, до тех пор, пока на
фасках
клапана и седла не появится непрерывный матовый поясок шириной «А»
не менее 1,5 мм (рис. 4).
Разрывы матового пояска и наличие на нем поперечных рисок не
допускается. При правильной притирке матовый поясок «А» на фаске
клапана седле
должен начинаться у большего основания конуса, как показано на
рисунке 4.
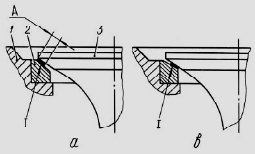
Рис.4. Расположение матового пояска на фаске клапана ЯМЗ-236
а – правильное;. в – неправильное; 1–головка цилиндров; 2–седло;
3–клапан
После окончания притирки клапаны и головку цилиндров ЯМЗ-236
тщательно промыть керосином или специальным моющим раствором и
высушить.
Клапаны, пружины и детали их крепления установить на головку
цилиндров и засухарить клапаны, используя приспособление.
Качество притирки проверить на герметичность сопряжений клапан–седло
путем заливки керосина или дизельного топлива, заливая его
поочередно во
впускные и выпускные окна. Хорошо притертые клапаны не должны
пропускать керосин или дизельное топливо в течение одной минуты.
___________________________________________________________________
- ТНВД Д-245 - устройство и регулировки
- ГРМ и клапаны Д-245
- Система смазки двигателя Д-245
- Детали топливной системы Д-245
- Операции по регулировке ЯМЗ-236
- Операции по разборке и установке ТНВД ЯМЗ-236
- Система охлаждения и система смазки ЯМЗ-238
- ТНВД ЯМЗ-238
- Характеристики Cummins ISBe, ISLe, ISB, QSB
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
- Ремонт и замена коленвала Cummins ISBe, ISLe, ISB
- Ремонт блока цилиндров Камминз ISBe, ISLe, QSB
- Шатунно-поршневая группа Cummins ISBe, ISLe, ISB
- Система охлаждения дизеля ISF 2.8
- Блок цилиндров и поршни дизеля ISF 2.8
- Компоненты топливной системы Cummins ISF 3.8
- Система смазки двигателя Камминз 3.8
- Система охлаждения Cummins ISF 3.8