
________________________________________________________________
Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт.
________________________________________________________________
Дизельный двигатель ЯМЗ-240
Дизель ЯМЗ-240
(модификации НМ-2, М2, БМ-2, ПМ-2) – двенадцати-цилиндровый,
безнаддувный, жидкостного охлаждения с автоматическим регулированием
теплового режима, развивает эксплуатационную мощность 198 кВт,
номинальную частоту вращения 1900 мин-1 и максимальный крутящий
момент 1240 Нм.
Основные части дизельного двигателя ЯМЗ-240: корпус,
кривошипно-шатунный и газораспределительный механизмы.
Корпус
Корпус дизеля ЯМЗ-240 (модификации НМ-2, М2, БМ-2, ПМ-2) состоит из
блок-картера, четырех головок цилиндров и их четырех крышек,
передней крышки блока, торцового листа, картера маховика и привода
агрегатов, поддона.
Блок-картер цилиндров — туннельного типа, с V-образным расположением
цилиндров под углом развала 75°. В его перегородках выполнено семь
опор для осей толкателей, коленчатого и распределительного валов, а
в самом блок-картере — двенадцать расточек для гильз цилиндров.
Блок цилиндров отнесен к типу туннельных потому, что опоры в
поперечных перегородках выполнены цельными, в расточки нижних опор
запрессованы наружные кольца роликовых
подшипников, и коленчатый вал устанавливают в блок-картер
последовательно, минуя одну опору за другой, т. е. как бы
продвигаясь по туннелю.
В развале блок-картера предусмотрены приливы с отверстиями для
фиксации топливного насоса высокого давления и сапуна для
подсоединения трубок подвода масла к пневмокомпрессору и отвода
дренажного топлива в бак.
На левой боковой поверхности блока цилиндров двигателя ЯМЗ-240
выполнены фланцы и бобышки с отверстиями для установки и
подсоединения маслозакачивающего насоса,
патрубка для слива масла из корпуса гидромуфты привода вентилятора,
трубок для подачи охлаждающей жидкости в пневмокомпрессор и отвода
ее из котла обогрева, а также патрубка водяного насоса.
На правой боковой поверхности его предусмотрены фланцы и постели для
фильтра грубой очистки масла, стартера и корпуса с
маслоизмерительным стержнем.
На переднем торце блок-картера расположены крышка, фильтры
центробежной очистки масла
и грубой очистки топлива, а также корпус-кронштейн гидромуфты
привода вентилятора, который одновременно служит основанием для
крепления генератора и компрессора.
К заднему торцу блок-картера крепят торцовый лист и картер маховика,
к верхней его части — четыре головки цилиндров, а к нижней — поддон.
Головка блока цилиндров дизельного двигателя ЯМЗ-240 (модификации
НМ-2, М2, БМ-2, ПМ-2) — групповая, общая для трех цилиндров. Головки
цилиндров взаимозаменяемы, их устанавливают на ввернутые в
блок-картер шпильки и крепят гайками.
Стык между блок-картером и головками цилиндров уплотнен
сталеасбестовой прокладкой. В гнезда головок цилиндров запрессованы
тщательно обработанные седла клапанов из специального чугуна и
направляющие втулки клапанов, выполненные из порошковых материалов.
К головкам
цилиндров внутри прикреплены клапаны с пружинами, стойки коромысел,
коромысла клапанов, форсунки; снаружи на боковых поверхностях —
выпускной
коллектор (напротив развала), водяная труба и впускной коллектор (со
стороны развала), а на торцовой поверхности — рым-болт. Полость
головки
цилиндров закрыта крышкой, стык уплотнен резиновой прокладкой.
В передней крышке блок-картера размещены гаситель крутильных
колебаний, подшипниковое устройство привода ведущего шкива
клиноременной
передачи и два топливоподкачивающих насоса.
На правой боковой поверхности крышки имеется люк для доступа к лимбу
на корпусе гасителя крутильных
колебаний и для установки кривошипно-шатунного механизма в
необходимые положения при регулировании угла опережения впрыскивания
топлива и
тепловых зазоров в клапанах газораспределительного механизма.
На цапфу передней крышки надевают траверсу, предназначенную для
установки
двигателя на раму.
В картере маховика дизельного двигателя ЯМЗ-240 находятся хвостовик
коленчатого вала, на котором установлен маховик с венцом, и приводы
газораспределительного механизма,
топливного насоса высокого давления, водяного и масляного насосов,
механизм для проворачивания коленчатого вала вручную.
На картере имеется
расточка для фиксации в ней стартера; шпильки для установки задних
кронштейнов крепления двигателя к раме и две крышки люков.
Так как доступ к крышкам люков картера маховика затруднен, поэтому
при регулировании тепловых зазоров в газораспределительном механизме
и угла
опережения впрыскивания топлива пользуются градуировкой, нанесенной
на гасителе крутильных колебаний.
На торцовой поверхности картера маховика
имеются отверстия для крепления редуктора привода насосов.
В поддоне корпуса выполнены две перегородки для увеличения его
жесткости и предотвращения выплескивания масла при движении;
резьбовые
отверстия (одно внизу для слива масла, а другое сзади для установки
датчика температуры масла) и 40 отверстий для крепления поддона к
блок-картеру.
Техническое обслуживание корпуса
При ежесменном техническом обслуживании (ЕТО) в процессе наружного
осмотра выявляют: не подтекают ли масло, охлаждающая жидкость и
топливо; не
пробиваются ли газы через стыки поддона и головок цилиндров с
блок-картером.
При первом техническом обслуживании (ТО-1) ЯМЗ-240 (модификации
НМ-2, М2, БМ-2, ПМ-2) проверяют затяжку гаек и болтов крепления
сборочных
единиц.
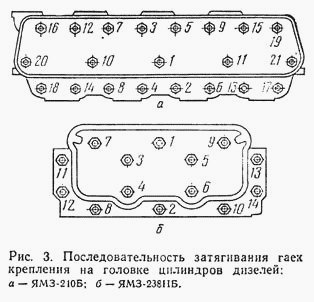
Через одно ТО-2 (через 480 м/ч) с помощью тарированного
ключа контролируют затяжку гаек крепления головок цилиндров. Гайки
затягивают в
несколько приемов не более чем на 1-2 грани
в последовательности, показанной на рисунке 3.
При необходимости, но не реже чем через 2000 моточасов снимают
головки цилиндров для очистки от нагара и притирки клапанов.
Снятие головки блока цилиндров делают в такой последовательности:
- Открывают и фиксируют крышку капота облицовки.
- Вывинчивают пробки заливных горловин системы охлаждения. Открывают
краны на водяной трубе дизеля и на котле обогрева, сливают
охлаждающую
жидкость.
- Снимают крышки сапунов (сапун расположен в развале блок-картера),
вывинчивают пробку из поддона и сливают масло из смазочной системы.
- Снимают крышку головки цилиндров, а затем трубопроводы высокого и
низкого давления, соединяющие соответственно топливный насос
высокого
давления с форсунками и форсунки с правым топливным баком (или
бачком). Отверстия топливопроводов обертывают чистой ветошью и
перевязывают
(или закрывают изоляционной лентой).
- С дизеля ЯМЗ-240 снимают скобы крепления и форсунки.
- Отсоединяют выпускной коллектор от головки цилиндров и снимают
его.
- От включателя гидромуфты (находится на правой передней головке)
отсоединяют маслопроводы и снимают водяную трубу.
- Отсоединяют топливопроводы и извлекают фильтр тонкой чистки.
- От системы очистки воздуха отсоединяют впускной коллектор, от
головок (передних) цилиндров — стяжку радиатора.
- Отвинтив гайки крепления осей коромысел, снимают их вместе с
коромыслами и извлекают штанги.
- Отвинтив гайки крепления, снимают головку цилиндров и закрывают
цилиндровые отверстия специальными крышками или паронитовыми листами
для
предотвращения попадания в них пыли и грязи.
Ремонт корпуса
В процессе эксплуатации возможно возникновение неисправностей
корпуса, устранение которых связано с его разборкой.
Трещины на чугунных деталях (блок-картере, головке цилиндров,
выпускных коллекторах) разделывают под углом 60, сверлят по концам и
сваривают
электродом Ц4-А или 0,34-11.
При сварке электродом Ц4-А (диаметр 3 мм) ток постоянный, прямой
полярности или переменный силой 60-90 А. При сварке электродом
034-11 (диаметр 3
мм) ток постоянный, обратной полярности, силой 90-120 А. Длина
сварного шва должна быть 30-50 мм.
При толщине стенки детали более 6 мм накладывают многослойный шов.
После наложения каждого шва наплавленный слой проковывают для снятия
внутренних напряжений и уменьшения пористости материала, а затем
охлаждают места сварки до 100С.
Для обеспечения герметичности шов пропаивают мягким припоем или
пропитывают эпоксидным клеем или композицией на основе эпоксидной
смолы ЭД-6.
Для приготовления эпоксидной композиции смолу ЭД-6 нагревают до
температуры 323-353К (50-80С), добавляют дибутил-фталат и тщательно
перемешивают в течение 10-15 мин.
После охлаждения до 288-298 К (15-25С) в смесь вводят
полиэтилен-полиамин и перемешивают в течение 5-6 мин до получения
однородной
сметанообразной массы. При этом выделяется значительное количество
теплоты.
Затем вводят наполнители в виде порошков и вновь тщательно
перемешивают до получения однородного состава. Перед наложением
композиции сварной
шов обезжиривают ацетоном или бензином.
Снятие поддона
Поддон снимают в такой последовательности:
- Сливают охлаждающую жидкость из системы охлаждения и масло из
смазочной системы.
- Электрические провода отсоединяют от зажимов на электродвигателе
нагнетателя.
- Отвинтив накидную гайку, отсоединяют топливопровод от крана на
раме.
- Ослабив натяжение лент, снимают шланги с выходных патрубков.
- Подвозят тележку с передвижной платформой и поднимают последнюю до
упора.
- Вывернув четыре болта из крайних отверстий в раме, опускают
платформу и выводят тележку.
- Из блок-картера извлекают указатель уровня масла и выворачивают
болты. Затем снимают поддон.
___________________________________________________________________
___________________________________________________________________
- ТНВД Д-245 - устройство и регулировки
- ГРМ и клапаны Д-245
- Система смазки двигателя Д-245
- Детали топливной системы Д-245
- Операции по регулировке ЯМЗ-236
- Операции по разборке и установке ТНВД ЯМЗ-236
- Система охлаждения и система смазки ЯМЗ-238
- ТНВД ЯМЗ-238
- Характеристики Cummins ISBe, ISLe, ISB, QSB
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
- Ремонт и замена коленвала Cummins ISBe, ISLe, ISB
- Ремонт блока цилиндров Камминз ISBe, ISLe, QSB
- Шатунно-поршневая группа Cummins ISBe, ISLe, ISB
- Система охлаждения дизеля ISF 2.8
- Блок цилиндров и поршни дизеля ISF 2.8
- Компоненты топливной системы Cummins ISF 3.8
- Система смазки двигателя Камминз 3.8
- Система охлаждения Cummins ISF 3.8